


เรายินดีต้อนรับคุณติดต่อเราอย่างมั่นคงไม่เพียง แต่ซัพพลายเออร์ที่เชื่อถือได้ของคุณเท่านั้น แต่ยังรวมถึงพันธมิตรทางธุรกิจของคุณด้วย
 +(86) -133 8863 9264
+(86) -133 8863 9264
May 06,2026

Apr 01,2026
ตัวยึดแบบยึดติดเองเป็นส่วนประกอบฮาร์ดแวร์ที่ได้รับการออกแบบทางวิศวกรรมอย่างแม่นยำ ได้แก่ น็อต สตัด สแตนออฟ พิน และตัวยึดสายรัดเคเบิล ซึ่งติดตั้งอย่างถาวรในแผ่นโลหะบาง ๆ โดยการบีบลงในรูที่เจาะไว้ล่วงหน้าโดยใช้เครื่องตอกหมุด เครื่องอัดอาร์เบอร์ หรือเครื่องมือสอดไฮดรอลิก ต่างจากตัวยึดแบบเชื่อมที่ต้องใช้ความร้อนหรือเม็ดมีดที่ยึดติดด้วยกาวซึ่งอาศัยพันธะเคมี ตัวยึดแบบยึดตัวเองจะยึดตัวเองด้วยกลไกผ่านกระบวนการขึ้นรูปเย็น: วงแหวนยึดแบบหยักหรือแบบ knurled ของตัวยึดจะแทนที่วัสดุจากแผ่นงานไปลงในร่องตัดด้านล่างที่ออกแบบเป็นพิเศษเมื่อมีการใช้แรงกด ทำให้เกิดข้อต่อแบบฝังเรียบถาวรซึ่งไม่สามารถหมุนหรือดันกลับออกจากแผงได้
ฟิสิกส์ของการติดตั้งแบบยึดติดเองเป็นสิ่งที่ควรค่าแก่การทำความเข้าใจ เนื่องจากจะอธิบายว่าทำไมข้อกำหนดของกระบวนการจึงไม่สามารถต่อรองได้ เมื่อใช้แรงกดในการแทรก ทั่งจับที่แข็งตัวของตัวยึดจะเข้าไปในรูที่เจาะ และรูปทรงของก้านจะเคลื่อนวัสดุแผ่นที่นุ่มกว่าออกไปด้านนอกแล้วกลับเข้าด้านในในร่องตัดด้านล่างใต้วงแหวนยึด โลหะที่ถูกแทนที่นี้จะล็อคกลไกรอบๆ การตัดด้านล่าง ทำให้เกิดข้อต่อที่แรงกดออกจะถูกกำหนดโดยกำลังรับแรงเฉือนของเสาโลหะที่ถูกแทนที่ วัสดุแผงจะต้องอ่อนกว่าวัสดุยึด — โดยทั่วไปอย่างน้อย Rockwell B 20 — เพื่อให้การเปลี่ยนรูปพลาสติกนี้เกิดขึ้นได้อย่างหมดจดโดยไม่เด้งกลับหรือไม่สามารถเติมเต็มส่วนล่างได้
ผลลัพธ์ที่ได้คือตัวยึดที่กลายเป็นส่วนถาวรของแผงโลหะแผ่น เรียบเสมอกันหรือภูมิใจกับพื้นผิวเดียวกันเล็กน้อย ทำให้มีจุดเชื่อมต่อแบบเกลียวหรือแบบไม่มีเกลียวคุณภาพสูง ซึ่งสามารถใช้ร่วมกับตัวยึดมาตรฐานแบบใดก็ได้ เทคโนโลยีการยึดตัวเองได้รับการพัฒนาและจดสิทธิบัตรโดย Penn Engineering (แบรนด์ PEM) ในช่วงทศวรรษที่ 1940 และนับตั้งแต่นั้นมาได้กลายเป็นวิธีการติดตั้งมาตรฐานสากลสำหรับการประกอบชิ้นส่วนโลหะแผ่นในอุตสาหกรรมอิเล็กทรอนิกส์ โทรคมนาคม ยานยนต์ การบินและอวกาศ และการผลิตอุปกรณ์อุตสาหกรรม โดยมีผู้ผลิตหลายสิบรายที่ผลิตสายผลิตภัณฑ์ที่เข้ากันได้ภายใต้ชื่อแบรนด์ รวมถึง Sherex, Wurth, Optimas และ Bollhoff
ที่ ตัวยึดแบบยึดตัวเอง กลุ่มผลิตภัณฑ์ครอบคลุมประเภทการใช้งานที่หลากหลาย แต่ละประเภทได้รับการออกแบบมาเพื่อแก้ปัญหาความต้องการทางกลเฉพาะในการประกอบชิ้นส่วนโลหะแผ่น การเลือกประเภทที่ถูกต้องก่อนระบุขนาดเกลียวหรือวัสดุจะช่วยประหยัดการทำงานซ้ำที่สำคัญ และช่วยให้มั่นใจว่าตัวยึดที่ติดตั้งไว้จะทำงานตามที่ต้องการในผลิตภัณฑ์ที่ประกอบได้จริง
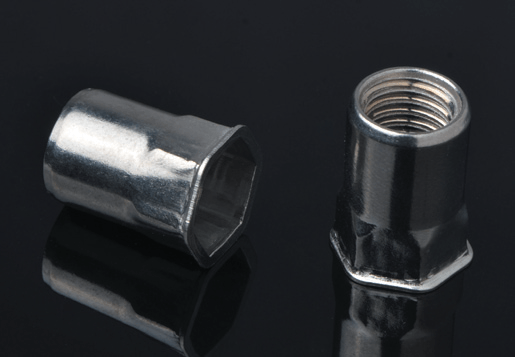
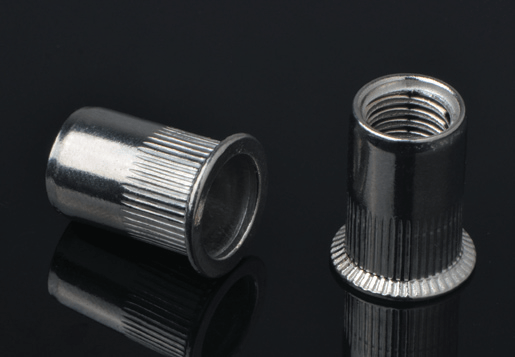
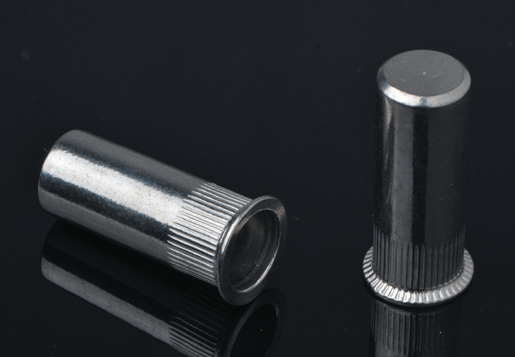
ถั่วชนิดยึดตัวเองหรือที่เรียกว่าถั่ว clinch หรือถั่ว PEM เป็นชนิดที่ใช้กันอย่างแพร่หลาย โดยจะติดตั้งแบบฝังลงในแผงจากด้านหนึ่งและมีรูเกลียวสำหรับสลักเกลียวหรือสกรูเครื่องจักรจากด้านใดด้านหนึ่ง น็อตที่ติดตั้งจะทำให้พื้นผิวสะอาด เรียบ หรือยกขึ้นเล็กน้อย ซึ่งเข้ากันได้อย่างสมบูรณ์กับสลักเกลียวเมตริกมาตรฐานและสลักเกลียวแบบรวม น็อตยึดมีจำหน่ายในขนาดเกลียวมาตรฐาน เกลียวละเอียด และเกลียว ISO เมตริกตั้งแต่ M2 ถึง M12 ซึ่งครอบคลุมขนาดตัวยึดทุกขนาดที่ใช้ในโครงโลหะแผ่น ฉากยึด และแผงโครงสร้าง จะใช้ทุกที่ที่โลหะแผ่นบางไม่ได้ให้ความหนาของวัสดุเพียงพอสำหรับเกลียวต๊าปที่เชื่อถือได้ ซึ่งในทางปฏิบัติหมายถึงเหล็กแผ่นใดๆ ที่มีความหนาต่ำกว่า 3 มม. และแผ่นอลูมิเนียมใดๆ ที่มีความหนาต่ำกว่า 5 มม.
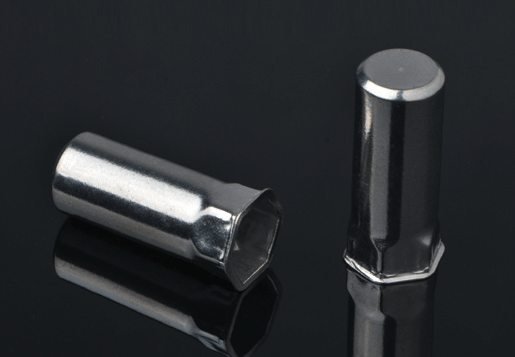
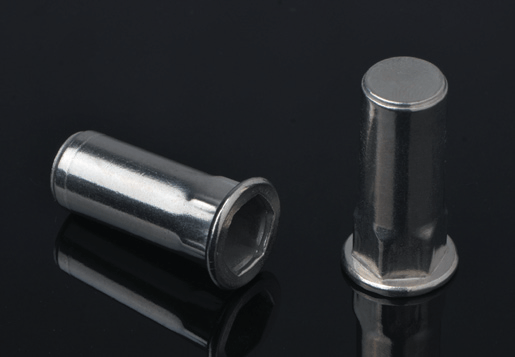
หมุดยึดในตัวติดตั้งอย่างถาวรในแผงโดยมีหมุดเกลียวยื่นออกมาจากหน้าการติดตั้ง โดยมีเสาเกลียวตายตัวที่รับน็อตที่อยู่อีกด้านหนึ่ง โดยไม่จำเป็นต้องยึดโบลต์ให้อยู่กับที่ขณะขันน็อตที่ด้านตรงข้าม — สตั๊ดถูกยึดไว้กับแผงและไม่สามารถหมุนได้ ดังนั้นการประกอบจึงต้องใช้เพียงน็อตและประแจที่ด้านเดียว หมุดยึดใช้สำหรับการติดตั้งส่วนประกอบในกล่องหุ้มอิเล็กทรอนิกส์ สำหรับติดแผงเข้ากับเฟรมแชสซี และสำหรับการประกอบใดๆ ที่ต้องใช้เกลียวภายนอกแบบถาวรในตำแหน่งที่ไม่สามารถเข้าถึงด้านหลังของแผงได้ระหว่างการประกอบขั้นสุดท้าย มีให้เลือกทั้งแบบเกลียวเต็มและเกลียวบางส่วน และมีความยาวตั้งแต่ 4 มม. ถึง 50 มม. สำหรับขนาดเกลียวทั่วไป
ตัวกั้นแบบยึดติดเองคือตัวเว้นระยะทรงกระบอกแบบเกลียวกลวงหรือไม่มีเกลียว ซึ่งติดตั้งอย่างถาวรในแผง และให้การกำหนดการแยกคงที่ระหว่างแผงและส่วนประกอบที่สอง โดยทั่วไปจะเป็นแผงวงจรพิมพ์ แผ่นปิด หรือแผงแชสซีแบบเรียงซ้อน สิ่งเหล่านี้จำเป็นในการประกอบอุปกรณ์อิเล็กทรอนิกส์สำหรับการติดตั้ง PCB โดยการรักษาช่องว่างที่แม่นยำและสม่ำเสมอระหว่างบอร์ดและแชสซีโลหะจะป้องกันการลัดวงจร ช่วยให้อากาศไหลเวียนเพื่อระบายความร้อน และให้การสนับสนุนโครงสร้างที่ป้องกันการงอของ PCB ระหว่างการประกอบและการสั่นสะเทือนในการให้บริการ อุปกรณ์ยึดแบบหนีบมีให้เลือกทั้งแบบตัวผู้ (เกลียวนอก) และตัวเมีย (เกลียวใน) ช่วยให้สามารถติดส่วนประกอบที่สองด้วยน็อตหรือสกรูก็ได้ ขึ้นอยู่กับข้อกำหนดในการเข้าถึงส่วนประกอบ
นอกเหนือจากประเภทน็อตแกน แกนสตั๊ด และตัวแยกแล้ว กลุ่มผลิตภัณฑ์แบบยึดตัวเองยังรวมถึงแผ่นน็อตแบบลอย (ซึ่งจำกัดการเคลื่อนที่ด้านข้างเพื่อรองรับการวางแนวของรูระหว่างการประกอบ), หมุดล็อคสำหรับการจัดตำแหน่งและการใช้งานแบบหมุนได้, ฉากยึดมุมขวาสำหรับการติดตั้งส่วนประกอบที่ตั้งฉากกับระนาบแผง, ตัวยึดสายเคเบิลที่ยึดอย่างถาวรในแผงเพื่อการกำหนดเส้นทางสายไฟที่สะอาด และฮาร์ดแวร์การเข้าถึงแบบยึดได้เอง รวมถึงสกรูยึดและตัวยึดแบบหมุนสี่ด้านสำหรับการใช้งานแผงแบบถอดได้ ประเภทพิเศษแต่ละประเภทสามารถแก้ปัญหาความท้าทายในการประกอบโดยเฉพาะโดยให้ประโยชน์พื้นฐานเช่นเดียวกับประเภทพื้นฐาน — การติดตั้งแบบถาวรและมีความแข็งแรงสูงในโลหะแผ่นบางจากด้านเดียวเท่านั้น โดยไม่ต้องเชื่อม ไม่มีกาว และไม่จำเป็นต้องมีการตกแต่งหลังการติดตั้ง
ที่ fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
การยึดเข้ากับเหล็กชุบแข็ง แผ่นสแตนเลสที่สูงกว่า 300 ซีรีส์ หรือโลหะแข็งอื่นๆ ด้วยตนเองนั้นเป็นไปไม่ได้ หรือทำให้การติดตั้งมีประสิทธิภาพลดลงอย่างมากเมื่อเทียบกับค่าที่กำหนด สำหรับการใช้งานที่ต้องการตัวยึดในวัสดุแผ่นที่แข็งกว่า ต้องใช้เทคโนโลยีทางเลือก เช่น น็อตเชื่อม น็อตหมุดย้ำ หรือเม็ดมีดที่มีการยึดติดด้วยกาว แทน นี่เป็นหนึ่งในข้อผิดพลาดด้านข้อมูลจำเพาะที่พบบ่อยที่สุดที่วิศวกรใช้ตัวยึดแบบกดด้วยตัวเองเป็นครั้งแรก: นำไปใช้กับเปลือกสแตนเลสโดยไม่ต้องตรวจสอบความแข็งของแผ่นเทียบกับข้อกำหนดด้านความแข็งของตัวยึด
| วัสดุแผ่น | ความแข็งทั่วไป | วัสดุตัวยึดที่เข้ากันได้ | การกอดตัวเอง เหมาะไหม? |
|---|---|---|---|
| เหล็กกล้าอ่อน / เหล็กกล้าคาร์บอนต่ำ (CR, HR) | HRB 40–80 | เหล็กคาร์บอนสแตนเลส | ใช่ — ในอุดมคติ |
| อลูมิเนียมอัลลอยด์ (1xxx, 3xxx, 5xxx, 6061) | ฮรอ. 25–65 | เหล็กคาร์บอนสแตนเลส, aluminum (special) | ใช่ — ด้วยเกรดตัวยึดที่ถูกต้อง |
| แผ่นทองแดง/ทองเหลือง | HRB 30–70 | สแตนเลสเหล็ก | ใช่ — มีค่าความแข็งที่เพียงพอ |
| สเตนเลสออสเทนนิติก (304, 316) | ฮรบี 75–95 | เหล็กชุบแข็งเท่านั้น | ขอบ — ตรวจสอบความแข็ง; พิจารณาทางเลือกอื่น |
| เหล็กชุบแข็ง / ความแข็งแรงสูง | เหล็กแผ่นรีดร้อน 25 | ไม่มีในทางปฏิบัติ | ไม่ — ใช้น็อตเชื่อมหรือน็อตหมุดย้ำ |
สำหรับชุดประกอบแผ่นอะลูมิเนียม ตัวยึดแบบรัดตัวเองที่ทำจากเหล็กมาตรฐานจะติดตั้งอย่างถูกต้องและให้แรงดึงดึงออกสูง เนื่องจากค่าความแข็งระหว่างตัวยึดเหล็กชุบแข็งและโลหะผสมอะลูมิเนียมแบบอ่อนนั้นมีมากเกินพอ คำถามความเข้ากันได้ของระบบไฟฟ้าจะแยกจากคำถามความเข้ากันได้ในการติดตั้ง — น็อตยึดเหล็กที่ติดตั้งในแผงอะลูมิเนียมจะยึดได้อย่างน่าเชื่อถือ แต่อาจทำให้เกิดการกัดกร่อนของกระแสไฟฟ้าที่ส่วนต่อประสานในสภาพแวดล้อมการบริการที่ชื้นหรือเปียก สำหรับแผงอะลูมิเนียมในสภาพแวดล้อมที่มีฤทธิ์กัดกร่อน ให้ระบุตัวยึดแบบรัดตัวเองที่ทำจากสเตนเลสสตีลหรือตัวยึดแบบยึดตัวเองของอะลูมิเนียม หากมี และตรวจสอบว่าผลิตภัณฑ์เฉพาะของน็อตอะลูมิเนียมที่ออกแบบมาสำหรับการติดตั้งอะลูมิเนียม (ซึ่งใช้ตัวตัวยึดที่นิ่มกว่าเพื่อรักษาความแตกต่างของความแข็ง) ใช้สำหรับเกรดแผ่นโลหะผสมที่ระบุ

ตัวยึดแบบกดติดเองทุกอันมีความหนาของแผ่นขั้นต่ำซึ่งการกดยึดไม่สามารถสร้างกลไกล็อคที่เชื่อถือได้ได้ และความหนาของแผ่นที่แนะนำซึ่งจะช่วยเพิ่มประสิทธิภาพการทำงาน ข้อจำกัดเหล่านี้ไม่ใช่แนวทางปฏิบัติ — การติดตั้งตัวยึดแบบยึดตัวเองลงในแผ่นที่บางกว่าขั้นต่ำจะทำให้การติดตั้งดูสมบูรณ์ แต่มีความสามารถในการดึงออกและดึงออกได้ลดลงอย่างมาก ซึ่งโดยทั่วไปแล้วจะล้มเหลวเพียงเสี้ยวหนึ่งของประสิทธิภาพที่กำหนด
ความหนาของแผ่นขั้นต่ำสำหรับน็อตยึดในตัวในเหล็ก โดยทั่วไปคือ 0.5–0.8 มม. สำหรับขนาดเกลียว M2–M3 และเพิ่มเป็น 1.2–1.6 มม. สำหรับขนาด M6–M8 ความหนาขั้นต่ำนั้นขับเคลื่อนโดยปริมาตรของวัสดุที่ต้องไหลเข้าไปในร่องด้านล่างแบบพลาสติกเพื่อให้ได้โหลดที่ดึงออกตามพิกัด — แผ่นบางเกินไปและมีวัสดุไม่เพียงพอที่จะเติมเต็มร่องด้านล่างอย่างเพียงพอ นอกจากนี้ ยังระบุความหนาของแผ่นสูงสุด โดยที่ด้านบนนั้นตัวตัวยึดไม่ได้ยื่นออกมามากพอที่จะผ่านแผ่นเพื่อยึดทั่งยึดอย่างถูกต้อง แนวคิดกลุ่มอุปกรณ์ยึดจับจากน็อตหมุดย้ำมีความเท่าเทียมกันในการยึดติดเอง: ผลิตภัณฑ์แต่ละชิ้นได้รับการออกแบบสำหรับหน้าต่างความหนาของแผงที่กำหนด และการอยู่ภายในหน้าต่างนั้นถือเป็นสิ่งสำคัญสำหรับประสิทธิภาพ
ตัวยึดแบบยึดติดเองต้องใช้รูกลมที่สะอาดและมีเส้นผ่านศูนย์กลางที่แม่นยำ เส้นผ่านศูนย์กลางของรูสำหรับการติดตั้งนั้นเข้มงวดกว่าค่าพิกัดความเผื่อของสว่านทั่วไป ซึ่งปกติจะระบุไว้ที่ ±0.05 มม. หรือดีกว่า รูเจาะเป็นที่นิยมอย่างมากมากกว่ารูเจาะสำหรับการติดตั้งแบบยึดติดในการผลิตเนื่องจากการเจาะรูทำให้รูสะอาดและมีขนาดที่แม่นยำสม่ำเสมอในอัตราการผลิตที่สูง โดยไม่มีเสี้ยนที่ด้านทางเข้าหมัด (ด้านที่ยึดยึดจาก) เมื่อตั้งค่าระยะเจาะและแม่พิมพ์อย่างถูกต้อง รูที่เจาะสามารถใช้กับงานต้นแบบและงานปริมาณน้อยได้ แต่ต้องมีการลบคมทั้งสองด้านและการควบคุมเส้นผ่านศูนย์กลางอย่างระมัดระวังเพื่อให้แน่ใจว่าจะอยู่ภายในกรอบพิกัดความเผื่อที่แน่นตามที่ตัวยึดต้องการ รูที่ตัดด้วยเลเซอร์นั้นพบเห็นได้ทั่วไปมากขึ้นเรื่อยๆ และให้ความแม่นยำของเส้นผ่านศูนย์กลางที่ดีเยี่ยม แต่อาจมีโซนที่ได้รับผลกระทบจากความร้อนเล็กน้อยที่ขอบการตัด ซึ่งช่วยลดความเหนียวของวัสดุที่ผนังรู — ตรวจสอบกับการทดสอบการติดตั้งก่อนที่จะดำเนินการเจาะรูที่ตัดด้วยเลเซอร์สำหรับการใช้งานแบบยึดติดเองในการผลิต
ตัวยึดแบบกดล็อคเองได้รับการติดตั้งโดยใช้ทั่งตีเหล็กที่เรียบและเรียบ ไม่ว่าจะในแท่นกด แท่นกด อาร์เบอร์เพรส แท่นพิมพ์ C-frame หรือแท่นเจาะเพื่อการผลิต ซึ่งใช้แรงบีบที่ตั้งฉากกับพื้นผิวแผง ทั่งตีจะสัมผัสกับหัวตัวยึดในขณะที่แผงวางอยู่บนพื้นผิวรองรับที่เรียบโดยมีก้านยึดยื่นออกมาผ่านรูที่เตรียมไว้ เมื่อกดปิด ตัวยึดจะถูกดันเข้าไปในแผ่นและวงแหวนยึดจะทำให้วัสดุแผ่นเปลี่ยนรูปไปเป็นร่องตัดด้านล่างในจังหวะที่ราบรื่นเพียงครั้งเดียว
ที่ installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
ในการผลิตโลหะแผ่นปริมาณมาก — การผลิตชั้นวางเซิร์ฟเวอร์ การผลิตส่วนประกอบตัวถังรถยนต์ และการผลิตกล่องหุ้มอิเล็กทรอนิกส์ — ตัวยึดแบบกดด้วยตัวเองจะถูกติดตั้งโดยอัตโนมัติโดยใช้เครื่องป้อนและใส่เฉพาะหรือโมดูลการแทรกที่รวมอยู่ในเครื่องมือกดเจาะ เครื่องป้อนอัตโนมัติใช้เครื่องป้อนแบบโถหรือบรรจุภัณฑ์แบบเทปและม้วนเพื่อปรับทิศทางและป้อนอุปกรณ์ยึดแต่ละตัวเข้ากับหัวป้อนในอัตราหลายร้อยชิ้นส่วนต่อนาที พร้อมด้วยระบบตรวจสอบการมองเห็นหรือแรงติดตามเพื่อตรวจจับการใส่ตัวยึดที่ไม่ถูกต้องหรือหายไป และคัดแยกแผงที่มีข้อบกพร่องในการติดตั้งก่อนที่จะดำเนินการต่อไปในกระบวนการประกอบ ผู้ผลิตเครื่องพันช์เพรสบางรายนำเสนอเครื่องมือสอดแบบกดล็อคในตัวเอง ซึ่งติดตั้งตัวยึดในจังหวะการกดเดียวกันกับการดำเนินการเจาะรู ช่วยลดขั้นตอนการแทรกที่แยกจากกันโดยสิ้นเชิง และทำให้มีรอบเวลาเพิ่มเติมเป็นศูนย์สำหรับการติดตั้งตัวยึด
สำหรับสภาพแวดล้อมการผลิตที่ยืดหยุ่นในการจัดการกับผลิตภัณฑ์หลายประเภท ระบบการติดตั้งแบบบังคับตัวเองด้วยหุ่นยนต์โดยใช้หุ่นยนต์ร่วมปฏิบัติงาน (โคบอท) ที่ติดตั้งเอฟเฟกต์ปลายแบบแทรกกำลังมีการนำไปใช้เพิ่มมากขึ้น ระบบเหล่านี้สามารถตั้งโปรแกรมสำหรับตัวยึดประเภทต่างๆ และโครงร่างแผงโดยไม่ต้องใช้เครื่องมือหนักโดยเฉพาะ ช่วยให้การติดตั้งอุปกรณ์อัตโนมัติมีความสม่ำเสมอพร้อมความยืดหยุ่นในการใช้งานแบบแมนนวล ซึ่งเป็นการผสมผสานที่น่าสนใจสำหรับผู้ผลิตแผ่นโลหะตามสัญญาที่ต้องจัดการงานที่มีปริมาณผสมสูงและปริมาณปานกลาง
ประสิทธิภาพของตัวยึดแบบยึดติดเองนั้นมีลักษณะเฉพาะด้วยค่าโหลดสามค่าที่ร่วมกันกำหนดความต้านทานของตัวยึดต่อแรงที่สปริงจะประสบในการใช้งาน การทำความเข้าใจว่าแต่ละค่าหมายถึงอะไรและเกี่ยวข้องกับเงื่อนไขการโหลดของการใช้งานอย่างไรเป็นสิ่งสำคัญในการตรวจสอบว่าตัวยึดแบบยึดตัวเองนั้นเพียงพอสำหรับการออกแบบข้อต่อ
ที่se rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
ตัวยึดแบบยึดติดเองจะแข่งขันกับน็อตเชื่อมและน็อตหมุดย้ำในการใช้งานโลหะแผ่นหลายประเภท และตัวเลือกที่เหมาะสมนั้นขึ้นอยู่กับการผสมผสานเฉพาะของวัสดุแผ่น ความหนา ปริมาณการผลิต ข้อกำหนดการตกแต่งพื้นผิว และข้อจำกัดในการเข้าถึงการประกอบ ไม่มีเทคโนโลยีใดที่เหนือกว่าในระดับสากล — แต่ละเทคโนโลยีจะชนะในบริบทเฉพาะ
น็อตเชื่อมมีความแข็งแรงของข้อต่อสูงสุดและไม่ได้รับผลกระทบจากความแข็งของแผ่น แต่ต้องมีการเชื่อมจากด้านใดด้านหนึ่งหรือทั้งสองด้าน ทำให้เกิดความร้อนที่อาจบิดเบือนแผงบางและทำลายสารเคลือบในบริเวณใกล้เคียง ต้องทำความสะอาดหลังการเชื่อม และมักจะต้องตกแต่งบริเวณรอยเชื่อมใหม่ และเพิ่มค่าใช้จ่ายในการดำเนินการเชื่อมที่มีคุณสมบัติเหมาะสม เป็นตัวเลือกที่ถูกต้องสำหรับการใช้งานเหล็กโครงสร้างหนาซึ่งความต้องการความแข็งแรงของข้อต่อเกินกว่าที่ตัวยึดแบบกดเข้าได้ และสำหรับวัสดุที่ไม่สามารถยึดติดได้เอง น็อตหมุดย้ำสามารถติดตั้งได้โดยการเข้าถึงด้านเดียวโดยใช้มือธรรมดาหรือเครื่องมือนิวแมติกโดยไม่ต้องกด ทำให้มีความหลากหลายมากขึ้นสำหรับการติดตั้งภาคสนามและการปรับแต่งเพิ่มเติม แต่ต้องใช้เครื่องมือติดตั้งแยกต่างหากและปล่อยให้หน้าแปลนภายนอกยื่นออกมาจากหน้าแผง — สะอาดน้อยกว่าการติดตั้งแบบฝังด้วยตัวเอง
ตัวยึดแบบยึดตัวเองจะได้ผลเมื่อปริมาณการผลิตเหมาะสมกับเครื่องมือกด เมื่อพื้นผิวแผงต้องคงอยู่ทั้งสองด้าน (ไม่มีการกระเด็นของรอยเชื่อม ไม่มีหน้าแปลนภายนอก) เมื่อวัสดุแผ่นอ่อนพอที่จะทำให้ติดแน่น และเมื่อสามารถติดตั้งได้ก่อนที่แผงจะเคลือบหรือประกอบ โดยให้การติดตั้งที่สะอาดกว่าและเป็นมืออาชีพมากกว่าน็อตริเวตที่พิกัดโหลดเท่ากันในแผ่นเหล็กและอะลูมิเนียม และการไม่มีเกลียวยึดเครื่องมือแยกกัน หมายความว่าไม่มีแมนเดรลเสียหายในการจัดการ และไม่มีข้อจำกัดความลึกในการขันเกลียวจากเครื่องมือติดตั้ง สำหรับการผลิตกล่องหุ้มโลหะแผ่นที่มีปริมาณมาก — แชสซีเซิร์ฟเวอร์ ตู้ไฟฟ้า แท่นยึดรถยนต์ และตัวเรือนอุปกรณ์ทางการแพทย์ — ตัวยึดแบบรัดอัตโนมัติที่ติดตั้งโดยอุปกรณ์อัตโนมัติมักจะมีต้นทุนรวมต่อข้อต่อต่ำที่สุดเมื่อปริมาณเหมาะสมในการลงทุนด้านเครื่องมือ
การสั่งซื้อตัวยึดแบบกดทับเองโดยไม่มีข้อกำหนดเฉพาะที่ครบถ้วนเป็นเส้นทางที่เชื่อถือได้ในการรับผลิตภัณฑ์ที่ไม่ถูกต้อง การผสมผสานระหว่างประเภทตัวยึด ขนาดเกลียว ความหนาของแผ่น และตัวเลือกวัสดุที่มีให้เลือกภายในกลุ่มผู้ผลิตรายเดียวจะมีหมายเลขชิ้นส่วนหลายร้อยหมายเลข และคำอธิบายแค็ตตาล็อกที่ปรากฏคล้ายกันอาจแตกต่างกันในรายละเอียดมิติที่สำคัญ ข้อมูลจำเพาะที่สมบูรณ์ประกอบด้วยพารามิเตอร์ต่อไปนี้ทั้งหมด
Copyright © Steady Industrial Fasteners Co. , Ltd. All Rights Reserved


 en
en 





")
")
")
